污水處理廠與污泥處理廠可燃氣體安全解決方案
污水處理廠與污泥處理廠可燃氣體安全解決方案
一、污水處理廠與污泥處理廠:易燃氣體的潛在 “溫床”
在污水處理與污泥處理過程中,有機物的厭氧分解、工業廢水混合等環節會釋放多種易燃氣體,主要包括:
甲烷(CH?):污泥厭氧消化池、曝氣池等區域,有機物發酵產生的甲烷濃度若超過 5%~15% 的爆炸極限,遇明火即可能引發爆炸。
氫氣(H?):工業廢水中的硫化物、有機物還原反應可產生氫氣,其爆炸極限低至 4%,極易形成爆炸性混合物。
一氧化碳(CO):含碳有機物不完全燃燒或化工廢水排放時,可能釋放一氧化碳,不僅易燃,更會導致人員中毒。
二、易燃氣體泄漏:環保生產中的 “隱形殺手”
這些易燃氣體若未及時監測,將引發三重嚴重后果:
爆炸風險威脅生命財產:甲烷與空氣混合達到爆炸極限時,靜電、機械火花等均可觸發爆炸,曾有案例顯示某污水處理廠因甲烷泄漏引發爆燃,導致設備損毀及人員傷亡。
有毒氣體危害職業健康:一氧化碳等氣體泄漏易造成操作人員缺氧窒息,長期低濃度暴露也會引發慢性中毒。
環保合規性風險:根據《城鎮污水處理廠污染物排放標準》,廠區內可燃氣體濃度需嚴格監控,超標排放將面臨環保處罰及停產整改。
三、艾伊科技 GTQ-AF110/AF111 探測器:定制化安全解決方案 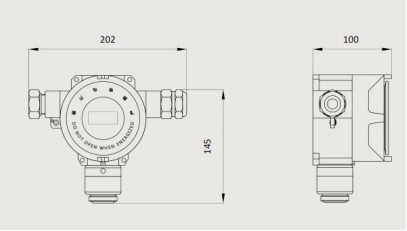
針對污水處理廠與污泥處理廠的復雜工況,艾伊科技推出的催化型點型可燃氣體探測器,以 “精準檢測 + 智能防護” 構建安全屏障:
核心技術直擊痛點
采用高性能催化燃燒傳感器,可實時監測甲烷、氫氣等可燃氣體,檢測范圍覆蓋 3~100% LEL,響應時間<30 秒,即使微量泄漏也能快速預警。例如在污泥消化池頂部安裝探測器,可實時捕捉甲烷濃度波動,避免氣體積聚。
防爆設計適配惡劣環境
產品防爆等級達 Ex dibⅡCT6 Gb,不銹鋼 + 鋁合金材質搭配 IP66 防護等級,可抵御污水廠潮濕、腐蝕性氣體的侵蝕,即使在曝氣池等高濕度區域也能穩定運行。
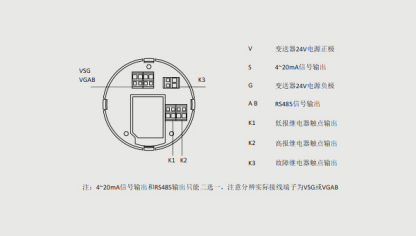
智能聯動提升應急效率
內置低報、高報、故障三組開關量,可與廠區通風系統、消防裝置聯動,當氣體濃度超標時,立即觸發聲光報警(大光圈視覺提示 + 蜂鳴警報),同時遠程傳輸數據至中控室,實現 “檢測 - 報警 - 處置” 全流程自動化。
易維護設計降低運維成本
模塊化傳感器支持熱插拔,無需停機即可更換;紅外遙控器實現無開蓋操作,減少人員接觸危險區域的頻率,配合全中文菜單,運維人員可快速完成參數設置與校準。
結語:從 “被動應對” 到 “主動預防”,艾伊科技守護環保安全
作為深耕氣體檢測領域 17 年的專業廠商,艾伊科技已為上千家環保企業提供安全解決方案。GTQ-AF110/AF111 可燃氣體探測器不僅滿足《工貿企業有限空間作業安全規定》等法規要求,更以 “高可靠性 + 高性價比” 成為污水處理廠的優選。
----了解更多-工業氣體檢測方案----
南京艾伊科技一體化解決方案和氣體檢測分析儀,粉塵檢測儀,氣體檢測報警儀,氧含量分析儀,可燃氣體檢測儀等.生產,銷售,研發,售后一條龍科技服務商. 咨詢熱線:400-025-9821





同類文章排行
- 污水處理廠與污泥處理廠可燃氣體安全解決方案
- 可燃有毒氣體檢測儀標定與維護的重要性
- 工業氣體分析儀行業趨勢:精準監測與防爆技術的雙重升級
- 氧含量分析儀:離心機氮氣置換的安全衛士
- 污水站改造工程有毒氣體防護技術分析——基于"8·18"事故的教訓
- 氧分析儀:空分設備的 “隱形守護者”
- 為安全管理提供依據—GDS系統報警處置記錄的重要性
- 便攜式可燃氣體報警探測報警儀器廠家哪家好
- 揭秘工業氣體檢測的關鍵技術:電化學氧檢測分析儀
- 處理顏色中間體在線順磁氧分析儀頻繁報警故障解決步驟
最新資訊文章
您的瀏覽歷史

